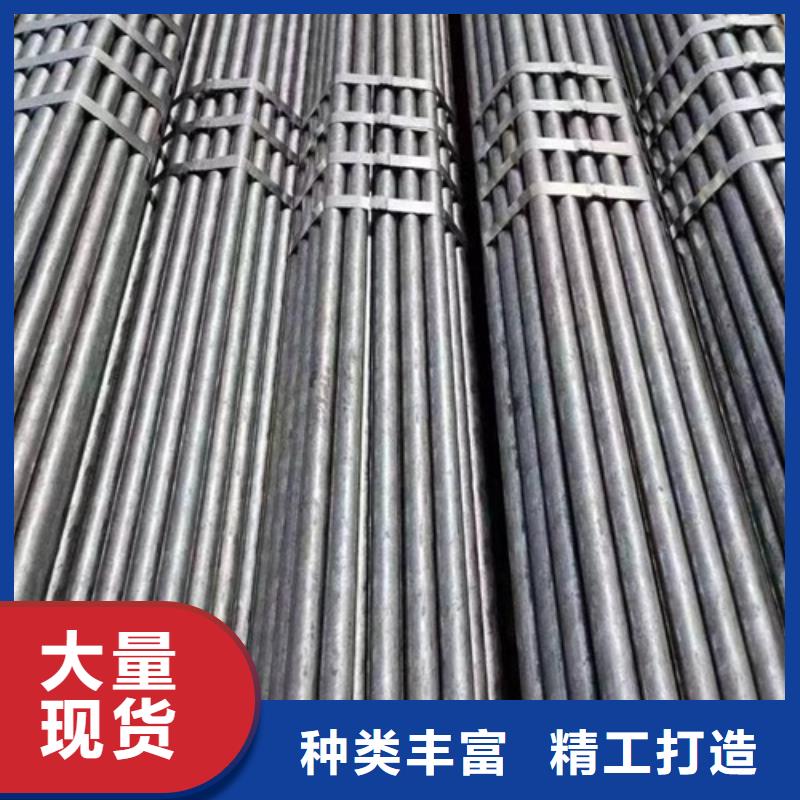
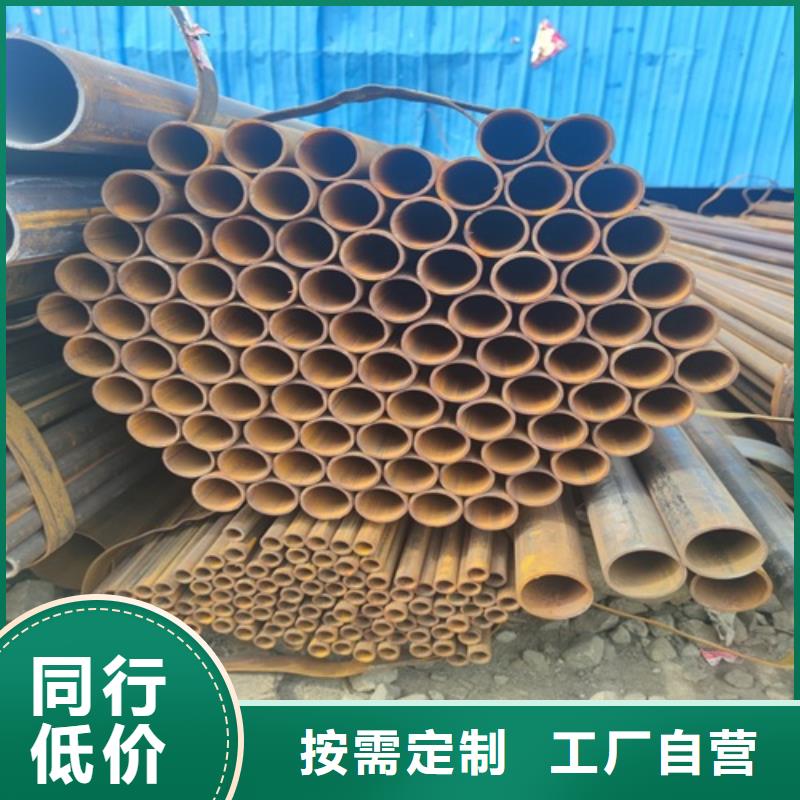
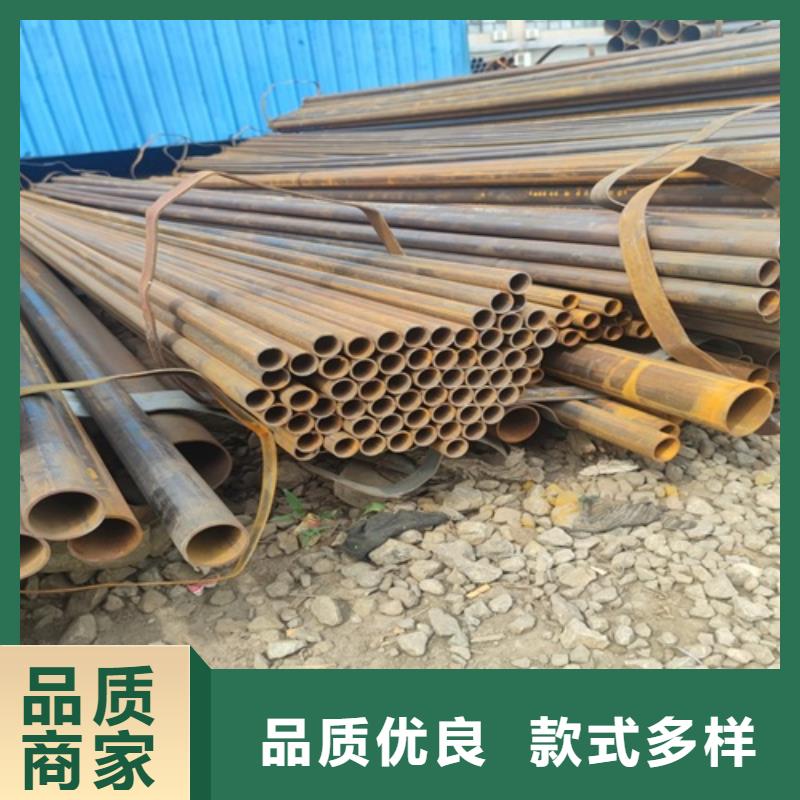

一、高频焊管和普通焊管的焊接方式区别 普通焊管主要以钢板为原材料,经过弯曲焊接制成,而高频焊管是采用带钢或卷板为原材料制成的高频焊管,一般325以下口径的钢管多使用带钢为原材料,325-660口径的钢管多使用卷板为原材料,带钢经过高温和外力的挤压形成一个u形张口的圆精轧管,*后采用高频电流的集肤、邻近效应使钢管边缘融化焊接。 二、高频焊管和普通焊管的强度区别 高频焊管的强度比普通焊管要高,同宽度的原材料能生产不同管径规格的焊管,并且在较窄原材料下也可以生产管径较大的焊管,与同长度的直缝焊管相比,焊缝增加百分之30到百分之一百的长度,钢管强度更高。 三、高频焊管和普通焊管的成本区别 高频焊管和普通焊管都具有成本低、效率高、连续性强的优势,从生产角度来说,高频焊管生产时不产生废气和废水、噪音低、没污染,环保并降低采购成本。 以上就是高频焊管和普通焊管的3个区别,整体来说,高频焊管与普通焊管都是用于流体输送的管道,例如:水、石油、天然气、煤气等物质,使用哪种焊管可根据施工需要自由选择。


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。



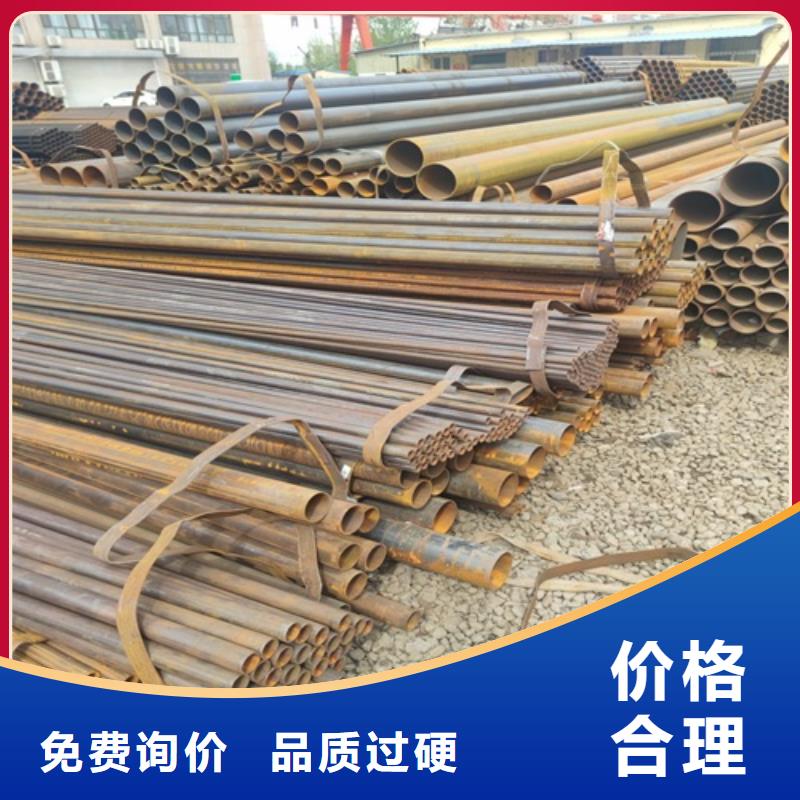
文山鹏鑫钢铁凭借着的技术,严格的质量监控。热诚的售后服务同国内外许多企业建立的长期稳固的业务关系。部分 无缝钢管厂产品还销往美、欧、非及东南亚各国。 无缝钢管厂产品质量及企业信誉深受广大客户好评。
为了更好的服务客户,不懈的探索求精。引进学习的理念与技术,培养高素质的技术人员。在实践中积累了丰富的实用经验,可以满足不同客户的定制需求。
文山鹏鑫钢铁为您提供质优价实的 无缝钢管厂产品,真诚负责的服务是我们的心愿。让我们携手共进,共同分享成功的快乐。